东莞市k8凯发包装材料制品有限公司
全国服务热线:13827201758
谢文浩:13929430353
电话:13600278831
传真:0769-22206653
邮箱:yulin@yalanpacking.com
地址:东莞市东城区峡口榴花西街230号
网址:www.cyhuayue.com
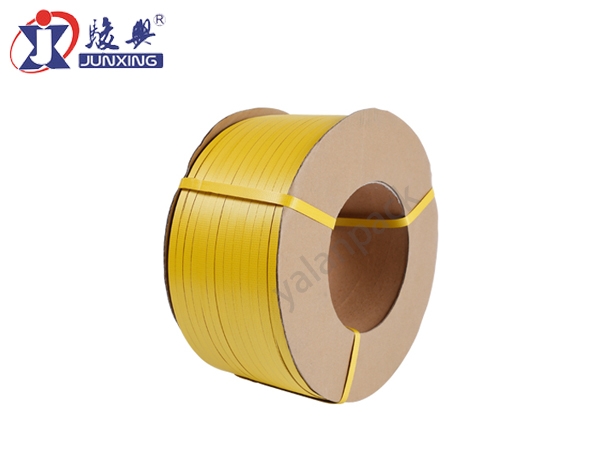
在包装作业中,透明打包带以其美观、耐用的特点被广泛应用。然而,使用过程中一旦出现打滑现象,不仅会导致包装松散,影响货物运输安全,还会降低工作效率。要有效解决这一问题,需深入分析打滑原因,并采取针对性措施。
打包带自身质量问题是导致打滑的常见因素。部分透明打包带生产时,原材料纯度不足或工艺把控不严,导致表面过于光滑,摩擦力不足。例如,使用回收料比例过高的打包带,其表面平整度和粗糙度难以达标,容易出现打滑。解决此类问题,首先要严格把控采购环节,选择正规厂家生产的优良打包带。可以通过查看产品检测报告,了解其摩擦系数等关键指标;也可以进行样品测试,将打包带在实际使用场景中进行捆扎,观察是否存在打滑情况。此外,不同材质的透明打包带摩擦性能不同,聚酯(PET)材质的打包带相比聚丙烯(PP)材质,具有更高的摩擦系数和抗拉强度,若对防滑要求较高,可优先选择 PET 材质的打包带。

打包工具的适配性和状态也会影响打滑情况。半自动或全自动打包机的烫头温度、压力设置不当,会使打包带接头无法牢固粘合,从而导致打滑。例如,烫头温度过低,打包带不能充分熔融,接头处结合不紧密;温度过高,则会使打包带局部碳化,降低强度。针对这种情况,需要根据打包带的材质和厚度,合理调整打包机的参数。一般来说,PP 材质打包带的烫头温度可设置在 200 - 250℃,PET 材质则需更高,约为 250 - 300℃。同时,定期检查打包机的烫头、切刀等部件,若发现磨损或变形,及时进行更换或维修,确保打包工具处于良好的工作状态。另外,使用手动打包器时,拉紧力度不足也会造成打滑,应确保打包带被充分拉紧,使捆扎力度达到货物固定所需标准。
操作方法不当同样会引发打滑问题。在捆扎过程中,如果打包带缠绕不规范,受力不均匀,容易出现局部松弛打滑。比如,打包带未紧密贴合货物表面,形成空隙,在运输过程中因晃动导致打滑。因此,操作时应将打包带平整地缠绕在货物上,尽量减少褶皱和空隙。对于形状不规则的货物,可以采用十字交叉、井字交叉等缠绕方式,增加打包带与货物之间的摩擦力,分散受力点。此外,在打包带接头处,要确保重叠部分足够长,一般建议重叠长度不小于 3 - 5 厘米,以保证接头的牢固性。